Leeham News and Analysis
There's more to real news than a news release.



Bjorn’s Corner: Faster aircraft development. Part 10. Preliminary design.
By Bjorn Fehrm and Henry Tam
October 3, 2025, ©. Leeham News: We do a series about ideas on how the long development times for large airliners can be shortened. New projects talk about cutting development time and reaching certification and production faster than previous projects..
The series will discuss the typical development cycles for an FAA Part 25 aircraft, called a transport category aircraft, and what different ideas there are to reduce the development times.
We will use the Gantt plan in Figure 1 as a base for our discussions.

Figure 1. A generic new Part 25 airliner development plan. Source: Leeham Co. Click to see better.
Preliminary Design
After completing the Conceptual Design and receiving the go-ahead from the company, we can kick off activities for the Preliminary Design phase.
Overview of Preliminary Design
The Preliminary Design generates the next level of details for the aircraft. In order to create these details, suppliers are now getting more involved. This means that they begin deploying more resources to support the program.
An aircraft OEM also needs to ramp up its team. The OEM must have sufficient resources to collaborate with suppliers, carry out integration activities, work with certification authorities, and develop solid plans in many domains. As a result, the spending begins to increase.
Aircraft Design
Defining the certification bases and aircraft integration are some of the main themes for this phase. We will save certification activities for a future article and focus on aircraft integration for this article.
Interface definition is an excellent example of the challenges associated with integration. These interfaces include mechanical, electrical, and software interfaces. The team has started initial interface evaluations during the last phase, and they are expected to be baselined by the end of this phase.
Mechanical interfaces are relatively easy to understand. For example, to join the wing to the fuselage, structures teams, along with supporting functions, need to conduct analyses to evaluate attachments and attachment points. There are also other interfaces between the wing and the fuselage to be examined. Openings to allow wires, fuel lines, hydraulic lines, and pneumatic ducts to pass through must match up as well. These teams must work together to synthesize the information and resolve various challenges, such as eliminating physical interferences or avoiding stay-out zones. The results are then formally documented to ensure all teams are working with the same assumptions going forward.
Similarly, there are Subject Matter Experts (SMEs) responsible for gathering and negotiating electrical connections for all of the equipment. There are also SMEs dedicated to gathering and negotiating software inputs and outputs.
During this phase, the development team needs to conduct numerous trade-off studies. For example, what type of joint should be implemented between the wing and the fuselage? Would it be a tension joint, shear joint, etc.? Each solution has its pros and cons in terms of weight, manufacturability, and so on. The chief engineer needs to make a decision with support from many teams.
Systems and Interior design continue to mature. On the systems side, engineers continue to follow the rigorous system development process. The diagram below illustrates the high-level process. Engineers started the aircraft-level work and began to conduct the system-level work during the Conceptual Design phase. In this phase, the team needs to refine system-level analyses, validate the aircraft-level work, and drill down to the item-level analyses. The Interior Team also has a tremendous amount of work to do. We will go into more detail in the next article.
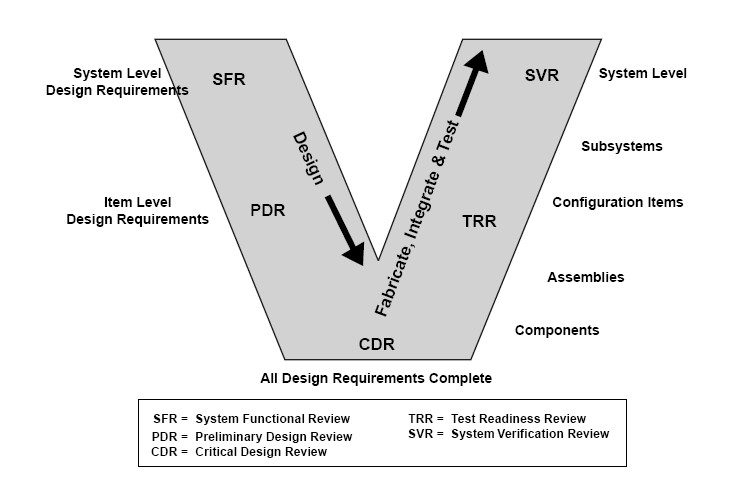
Figure 2. The system development process and its phases. Source: Wikipedia
Test
The test team needs to solidify their plans during the Preliminary design phase. For instance, the team should have identified the test rigs required to support the program during the Conceptual Design Phase, as this information was necessary for the business case. It now needs to collaborate with stakeholders, such as structures and systems teams, to refine the scope and the plans.
The cross-functional team must decide on the make-or-buy strategy for rigs. The team also needs to identify sites for commissioning these rigs. Depending on the lead time for facilities or equipment, the team may need to begin executing its plans during this phase.

Figure 3. Airbus A350 Iron Bird system test rig. Source: Airbus.
Manufacturing
The manufacturing team has work to do. It supports the aircraft design, as illustrated in the example of the wing-fuselage joint. It also has to refine the plan for the manufacturing site. If it is a greenfield project (i.e., previously undeveloped land), the team may need to initiate some of the preparatory work. Environmental assessment, site layout, building design, and obtaining permits are only a few examples. Some of these activities have a very long lead times.
In addition to the site, the team needs to do work to prepare for production. For instance, they begin to detail the production system, design tools/jigs/fixtures, etc.
Customer Support
The Customer Support team begins to ramp up during this phase. It deploys experienced maintenance engineers and mechanics to support the design by providing valuable feedback on maintainability and accessibility. For example, mechanics may work with engineering to move frequently serviced components closer to access panels. They bring their own lessons learned to help improve the design.
Customer Support has a lot of planning to carry out if infrastructures like training, field support, and spares supply do not exist (e.g., start-ups). It needs to create a business case for aftermarket products and services, if it hasn’t already done so.
Resources
Ramping up the team could be a challenge for companies of all sizes. For mature OEMs, they typically move resources from one program to another. This works when programs are well planned and executed. If the previous program did not finish on time, external hires will be required to bridge this gap, or the new program needs to be launched at a later time.
For startups, their challenges are even greater. All resources are essentially new hires. The company also needs to make sure that there are sufficient resources to cover all functions and disciplines. As illustrated in this series, an OEM needs more than engineering to execute a program. It must be able to cover all relevant areas. Furthermore, would these new hires be full-time or part-time resources? Would they be permanent employees, temporary contractors, or third-party consultants?
Sometimes, a resource is only needed on a part-time basis for this phase, but on a full-time basis starting the next phase. If the company hires a contractor on a part-time, temporary basis, there is a risk of losing the knowledge when the contractor leaves at the end of this phase. On the other hand, it is hard to justify a full-time person when they are doing part-time work, especially when there is a funding constraint. A mature OEM, in this case, might have the opportunity to borrow a resource from another project to do the required work.
As described, a key challenge for an upstart is to ramp up the team in a productive manner. Growing a team from a few dozen to hundreds of people is no trivial task. Managers need time to write job descriptions, conduct interviews, and extend offers to candidates. After a candidate accepts an offer, it may take them weeks, if not months, to show up for their first day. Managers will then need to onboard this employee and provide training to ensure productivity. If the company needs to hire a manager to build its team, this process will take even longer.
Since startups typically don’t have a lot of processes written or training materials produced, managers will either need to spend time generating these documents or providing on-the-job training. Either way, they will need to divert valuable time from program execution to equally important human resources and training activities. Start-ups should not underestimate the effort and coordination required to execute a proper ramp-up.
Speeding Up the Preliminary Design Phase
Emerging technologies, such as AI, may help offload some of the human resources activities from managers. For example, it could generate job descriptions for various positions. Since job descriptions are readily available in the public domain, AI would have a higher success rate than technical analyses, such as the example we reviewed in Part 8 of this series. Managers will have to review and adjust these job descriptions, but this will certainly eliminate some bottlenecks.
Various project management techniques could also help manage a program better. For instance, some methodologies encourage disclosure of challenges early rather than sweeping issues under the rug until it is too late. Nonetheless, a program can only deploy this type of methodology successfully if the leadership team supports it by actions, not just by words. Sometimes corporate culture changes are required to enable the implementation of these types of initiatives.
On the flip side, leaders need to be smart about speeding up this phase. This phase creates a significant portion of the foundation for the program. If the team decides to plow forward without having answers to key questions, identifying key risks, and developing appropriate mitigation plans, rework will be required.
As illustrated in Part 7 of this series, the cost of change increases exponentially after this phase. A development program will pay heavy interest on technical debts.
Thanks for this very interesting series.
Another example of the principles of Bjorn’s series, has emerged this week. The Sierra DreamChaser vehicle was removed from launch payload processing at NASA, and is being sent back to the Sierra factory.
In addition, NASA cancelled the integration work for DreamChaser to dock and resupply the ISS, which implies they no longer intend to use it for that purpose. Sierra is now talking about a free-flight demo mission at a future unspecified date. NASA has said they may reconsider at that point.
It’s not known what issue(s) arose in payload processing. NASA is restricted by the contract from discussing it, and Sierra is very tight-lipped. But it’s extremely unusual for a vehicle to reach that stage of development before a fatal issue is found.
DreamChaser is uncrewed so it doesn’t undergo the same degree of rigor as SLS/ESM/Orion, or Dragon, Starliner, Falcon and Atlas, all of which are human rated. But still this is a remarkable event.
As Bjorn noted, the cost of change is exponential at this point, up to and including the possible loss of a foundational contract. Establishing good methods at the beginning of design and certification is a critical investment.
Thanks for the comments, Rob. We agree. But I want to point out, it’s the experienced Henry that does the majority of the writing in this series. So write Henry and Bjorn :-).
You guys are doing a great job!
I also appreciate the adders from Rob and PNWgeek.
Sorry, didn’t mean to diss Henry!! Great thanks to him and all your collaborators. This is a great series because it gets to the root of why certification is so complex, slow and costly. Huge amount of knowledge and understanding transfer. It really is appreciated.
So thanks Henry!! 👍👍👍👍👍
“An aircraft OEM also needs to ramp up its team. The OEM must have sufficient resources to collaborate with suppliers, carry out integration activities, work with certification authorities, and develop solid plans in many domains. As a result, the spending begins to increase.”
For me that is the area Boeing failed terribly in for the 787 program. I am more a rubber meets the road and deal with it type, I won’t claim to have the have the brain for the in depth aspect (while there were titles on top of it, basically I worked in dark and dirty places – great laugh was a manager saw me with a Laptop and said, you got high tech! – sorry guy, it always was techy, this is just the current tool).
I think Boeing aircraft managers knew the scattered 787 program without a management structure was severely flawed. They started quitting after the empty 787 was rolled out.
Others may differ but what I think I saw was BCA side got them committed and the upper Boeing Corporate did not have a clue how flawed it was, they just saw risk sharing and free lunch and Boeing only had to put in 5 billion or some such)
I don’t remember exactly how many multi dimension teams they wound up forming (15-20 sticks in my mind) but formed them after the mess was well under way to sort out all those suppliers.
They found they had to have everything from accountant to engineers. They never knew what they would run into as impediment(s).
I think also during initial design, you are very dependent on your supply chain. They create the new technology.
I think also during initial design, you are very dependent on your supply chain. They create the new technology.
I don’t get the intent of the comment.
In theory you know what tech is out there and put whatever your route is into the design.
A supplier is going to tell you if they can’t do that. I think on the 787 the suppliers were recruited to do design aspects.
But regardless, while it would stop the show if a supplier chosen could not do what was committed to, you also are equally dependent on supplier to keep producing items at quality and numbers required.
Cargo Cult.
Copy the visible moves and expect what Airbus achieves in scope of distributed manufacturing. 🙂
I would argue that Boeing went far beyond what Airbus was doing all along.
Airbus then followed in spinning off or trying to spin off segments. Some did not sell and they took them back.
Then the Boeing meltdown became public and they started throttling it back as the way not to do it.
Airbus by its forminbg nature was distributed, but it was segments of Erebus itself (under various governance models) not stand alone profit business AKA Spirit spin off.
Charleston was created by Chance Vought and Leonardo, Boeing found they could not get Chance Vought to function even with teams and they bought that operation out.
Its not that you can’t make it work, but high tier suppliers are difficult unless they are part of the company and the fallacy that, A Top Tier supplier can make money when the original company also has to make a profit.
My brother is on a road district. They do better than the Muni on roads and snow removal. But it takes 5 of them all dedicated to the job and not paid.
“I would argue that Boeing went far beyond ..”
I’d expect that view but IMHO and AFAICS your are wrong.
Airbus started as fully independent participants with rather different histories and philosophies.
splitting off departments was following investor pressure and allowed “released” entities to work for all manufacturers ( as an example the rear pressure bulkhead for the 787 🙂
Boeing’s mistreatment of partners endangered Airbus business by maiming bipartisan suppliers.
Thus it makes sense to bring them back in the fold. de-risking.
Well its an interesting take.
Design Organisation Approval needed as well. Often time and money runs out and you have an overweight design that lacks promised range.
Claes,
Regarding the Design Organization Approval, it actually depends on the authority. In Europe, and some other countries as well, yes, the OEM needs to have a design organization approval. In the US, a start up that doesn’t hold an approved Type Certificate actually cannot get an Organization Designation Authorization. According to the FAA order 8100.15B, “[t]he organization must hold a TC that it previously obtained from the FAA through standard procedures.”
An Air India 787 had the RAT deploy on landing at Birmingham. The return flight was cancelled but the aircraft has since returned to service.
This incident has generated another round of calls in India to investigate the electrical system of the 787. The Federation of Indian Pilots (FIP) alleged that a fault had occurred in the Bus Power Control Module (BPCM) to deploy the RAT.
“However, a senior DGCA official told PTI that RAT got deployed during landing of the plane at 400 feet but the pilot did not report any related abnormality. The maintenance actions for uncommanded RAT deployment recommended by Boeing have been carried out and no discrepancy were observed, the official told PTI and added that the aircraft was being released for service.”
https://thefederal.com/category/business/after-latest-air-india-scare-pilots-urge-dgca-to-check-all-boeing-787-planes-210123
Makes you wonder what the FDR showed
Might have been mechanical as well. Really hard to say but apparently the maintenance procedures cleaned it up
Is the RAT a power on required to hold up system?
The mental aspects of NO or NC having to get defined.
I see some venting on the one Boeing post, pretty innocuous thing to get riled up about (nor do I see it as pointing to anything)
The RAT deployment is a spring loaded system. The release latch is apparently electrical as it requires battery power to release, with redundant solenoids and power sources to avoid single point of failure.
https://aviation.stackexchange.com/questions/98379/rat-deployment-and-stowage
Here is a maintenance briefing from Airbus on uncommanded RAT deployment, listing some of the reasons found.
https://skybrary.aero/sites/default/files/bookshelf/4022.pdf
“Airbus Doc”
interesting read.
anything comparable from Boeing?
( in scope of who’s RAT we are talking about )
Airbus would be expected to have significantly more incidents than Boeing, because the 737 family doesn’t have a RAT whereas the A320 family does.
Don’t think there is any more significance than that, in Airbus publishing a briefing.
Outstanding writing Gentlemen
I’ve really enjoyed the series.
This installment gos directly to the development failures of the 787 program.
The root of the 787 development issues and the different problems experienced by different major component suppliers lie within a contractual document called an SCD at Boeimg. The Specification Control Drawing is a top level drawing that is supposed to completely define a deliverable. It is a method for offloading design, build or both of major components or aircraft sections. Historically this has been a slam dunk because Aircraft Metallic Structures, Avionics Systems and Powerplants are all quite mature and there is a lot of experience in industry and very little wiggle room in the interpretation of the requirements normally existed. Not so with a first generation all composite Aircraft ditching bleed air and hydraulics for electrical systems. Throw in the first time use of Catia V5 Enovia at the program level a d the foundation of the program was fractured before anything was built on it. The institutional knowledge inside the 787 program was not as high as necessary. Boeings use of Catia Kids to design the airplane skipped the usual decision to staff a new airplane program with highly experienced personnel from other programs. CATIA C T was oversold as a tool that reduced the aieplane knowlege needed to be sucxessful. Catia kid managers were Catia Jockeys not airplane guys. So in hindsight, we had people who had never written top level SCDs with an incomplete understanding of what they actually needed to make an airplane the ŕight way, partly because the technology was so new and that few subject matter experts existed. The middle management were for the most part new hires with little aerospace experience and it shows when you look ar the high level decisions one attempts to incorporate inside SCDs. Nice drawings without the details for great definitions
This isnt to say the guys in the program failed, they didnt, they overcame a lot of bad product decisions rooted in insufficient program direction. There was a perception that we would tell vendors what we want to assemble when it needs to be here and Boeimgs job was done. The big parts were purchased parts integration was the game. Unfortunately, as industrial knowledge matured while the prograam was in its infancy none of the major component vendors were required to build the same type of structure because none of the SCDs were coordinated enough to define details deep enough to make that level requirement callouts. When one looks at the program, one really should try to read some of the actual SCDs sent to vendors.
The story here is that when you work with a vendor not only do you define what the product needs to be, but the level of how to make the product details you include is directly proportionate to how successful your portion of the program will be.
Good factual assessment of the supplier issues in the 787 program.
I’d also point out, in that particular time period, there was this shared belief that globalization would reduce costs because you could simply give suppliers specifications, and they would only send you back certified parts.
But clearly that’s not the reality, and in retrospect it’s not apparent why anyone would accept that, given that even within their own inhouse production, constant inspection and quality assurance are needed. There is no point where you no longer have to carefully manage & evaluate quality and safety, as a matter of core diligence. That’s basically the definition of safety culture.
I saw a lot of this in my own career, many business contacts flying off to overseas vendors and coming back with supply contracts that outsourced their quality control as well. Boeing has paid a high price for that, but they weren’t alone in those beliefs.
The principle of globalization is not inherently bad, but how it’s done matters. I think you can trace the current supply chain slow recovery to the same issue. Distribution can lower component cost, but the management burden can eclipse those savings, or erase them. Especially if you lose control of it, as Boeing did. That’s partly why it’s been so difficult to restore the supply chain after the pandemic.
Something similar has happened with the F-35 program, which is why JPO is trying to haul the data rights back in house. You see those rights now arising as sticking points in many contract negotiations. That all needs to be established early, as Henry & Bjorn have illustrated. You can’t address supplier problems if you don’t have access to their data. It’s too late after problems have already arisen.
Similar things going on at NASA in relations with their suppliers as well.
The ex. GE finance managers at Boeing tried to copy the “Risk and Revenue Sharing Partner” system engine manufacturers has used for decades as it has US financial and tax benefits. As new Boeing managers coming from finance they did not copy the GE/PWA detailed oversight and analysis of the RRSP and thus lost control. It is the Boeing board of directors back then that should have checked how the system really worked before giving a go-ahead for the CEO to try to financially copy it.
“… Similar things going on at NASA in relations with their suppliers as well.”
Interfacing happens at management levels that have zero knowledge about intricacies of tech involved or engineering processes in general and zero interest to change it.
They even lack the idea that this could be of use or even indispensable.
MCAS shew how cubicle mindedness ( not looking left, right or ahead, failure as a well educated engineer ) could be leveraged to a certain (cost reduction ) outcome.
My remarks about NASA were more to do with conversations I’ve had with engineers, where they have struggled to source even relatively simple parts like alloyed bolts, with specific hardness and strength ratings. Sometimes they are looking at 18 to 24 month lead times. The standard for things like that used to be around 60 days.
One of the problems is that companies have remained staff-light after the pandemic. They just don’t have the people to throw at specialized items.
It’s been described as “just-in-time” staffing (or demand staffing), because of the similarity to “just-in-time” inventory that became popular in the same time frame as the 787 development and globalization.
The core idea is the same, that you can push off the responsibility to provide for those things to the supply chain (or the workforce in this case). The theory is that if everyone does this, then the industry in general is collectively providing that support, just externally rather than internally.
As noted, though, the reality can be quite different. In the supply chain, it surfaces as quality and availability issues. The same is really true in the workforce as well.
Young workers may see it as an adventure to move around from job to job, but that eventually yields to having a family, a home, healthcare, and retirement. Supporting those worker objectives costs money, and they aren’t really assured by the outsourcing concept. Just as quality is not assured within the supply chain.
We’ve talked about there being a pendulum for aircraft certification, which can swing too far in either direction. I think we are seeing that same phenomena in the policies of the late 90’s and 00’s, that have led to present issues in both workforce and supply chain.
And as TW and PNWgeek have both pointed out, this has affected the 787 development as well.
As a NASA example, part of the delay between the Artemis 1 and Artemis 2 missions is the recertification for flight of shared components. No problem getting certified parts for Artemis 1, then discover a 12 month lead time for Artemis 2. Yikes!
NASA had chosen reuse to save money, now they are buying new hardware sets for the next 3 missions after Artemis 2, so they have time to wait for recertification and will always have a flight-ready set on hand.
Boeing typically establishes the certification strategy during the conceptual and preliminary design phases for a new aircraft and did so for the 777X in 2013-14.
It involves understanding regulatory requirements, assessing new technologies, and collaborating with authorities (FAA) to ensure the design meets safety standards from the outset.
This approach aims to avoid costly and time-consuming design changes later in the process. During 2013-14 FAA was busy implementing aircraft certification process review and reform ARC.. pushed via the backdoor (congress) by Boeing/ the industry. https://www.google.com/url?sa=t&source=web&rct=j&opi=89978449&url=https://www.congress.gov/112/plaws/publ95/PLAW-112publ95.pdf&ved=2ahUKEwj17LT-lJKQAxW057sIHaHeH9MQFnoECCcQAQ&usg=AOvVaw2rKtlW8qPnObcvRodtCJEd
The 777-9 is still suffering from the fall out of the certification choices made and approved for the program at that time during the preliminairy design phase.
So indeed a decisive phase to think ahead. Don’t place certifying authorities/ bureaucrats with their backs to wall, to speed up the process, strenghten the national industry & protect jobs. Even if your backlog & stockprice are boming and you feel invincible.
Funny how undermining supervision turns out to be a bad thing.
Maconda Oil well anyone? My take was everyone was focused on their slice of the pie doing it as cheap (and I do mean cheap) as possible and no one was looking at the big program picture and realizing all levels of safety were compromised or negated.
As a hands on worker I found it stunning that the last gasp safety was ONE pressure gauge (kickback check). There should have been 3 minimum.
The well face workers had internalized the concept of you could not have a blowout so completely, they disbelieved what the gauge was telling the. It was the last possible point where drilling mud would have held it in.
Change the gauge? Nope, assume its lying to us (we have the gauge why?)
Another major factor in the Deepwater Horizon well decision, was the false “bladder effect” presumption, which held that in a hydrostatic system, you could have higher pressure at one point than at another.
That’s the rationale they offered to explain the anomalous pressure differential.
Which would be obviously wrong to a high school physics student, but both the BP and Transocean crews accepted it. Even the judge knew it was wrong.
A classic example of group think and confirmation bias. I have two pressure readings that disagree. One lets me go home and one means I have to start over from scratch on sealing the well. Which one should I choose?
The report the Judge did was one of the all time finest layouts I have ever read. The guy is not a well guy got it.
I had to refer to my brother to clear a lot of items up. He was involved in that arena, truly amazing. As I recall BP was noted for running a field into the ground and then selling it just before it fell apart.
Someone wrote a Poem about the perfect carriage that all of it failed at exactly the same time. Pretty much Maconda.
Two from memory was sending down a BOP that was half failed and no testing prior (and not to mention it was never tested at the depth it was installed). I believe there was a question that the BOP would sever the pipe.
And the spacers that were reduced on a whim when they had a design that said this is how many you use.
Lots of layers of safety and all negated. Stunning and no surprise. Faster, cheaper and a disaster in the making.
It was interesting that the BOP manufacturer (Cameron) was the only company involved that did not receive a percentage of the fault in the accident.
The judge found no flaw in the design, but flaws in maintenance and operation.
Also afterwards, Obama changed the regulations for BOP’s, giving the industry 15 years to upgrade them to close even during a blowout event. The current models have to be closed before the blowout begins, they cannot stop an active blowout.
The drilling industry protested that change and Trump reversed it in his first term.
Admittedly it’s a major engineering challenge to turn off an 18 inch pipe flowing at 10,000 psi. It’s not cheap. And maybe you’d only need it every decade or so. But when you need it, it absolutely has to work.