Leeham News and Analysis
There's more to real news than a news release.



Bjorn’s Corner: Faster aircraft development. Part 14. Detailed Design.
October 31, 2025, ©. Leeham News: We do a series about ideas on how the long development times for large airliners can be shortened. New projects talk about cutting development time and reaching certification and production faster than previous projects.
The series will discuss the typical development cycles for an FAA Part 25 aircraft, called a transport category aircraft, and what different ideas there are to reduce the development times. We will use the Gantt plan in Figure 1 as a base for our discussions.
We have exited the Preliminary Design phase through the Preliminary Design Reviews, PDRs, and now enter the Detailed Design phase.

Figure 1. A generic new Part 25 airliner development plan. Source: Leeham Co. Click to see better.
Overview of the Detailed Design Phase
Now that we have requirements, architecture, interfaces, and high-level solutions defined, it is time for the team and suppliers to go into the details for every piece of equipment and structural components.
It is also time for the team to negotiate with certification authorities on how the OEM will show compliance to relevant regulations in detail. (We will save the regulatory compliance planning topic for a future article.)
From the development program perspective, the spending continues to rise. Many engineering work hours are required to release documents and datasets. (Note: Our Gantt chart shows thousands of participants, making the engineering time consumption in this phase very costly.)
Suppliers may also start spending money to prepare for manufacturing. By the end of this phase, the aircraft configuration should be frozen so that partners can deliver the right parts for qualification and flight test in the next phase. Any major change in direction after this phase will be very costly.
Product Development
The structures teams have a lot of head-down work to do during this phase. They need to develop the full structural solution down to every part, nuts and bolts. They also need to optimize the design. We will examine some of their activities in the next article.
Systems teams continue to traverse to the bottom of the “V”, Figure 2. Engineers need to conduct analyses such as Fault Tree Analysis and Common Mode Analysis. These teams need to ensure that suppliers are following appropriate processes when designing software and hardware for the aircraft as well.
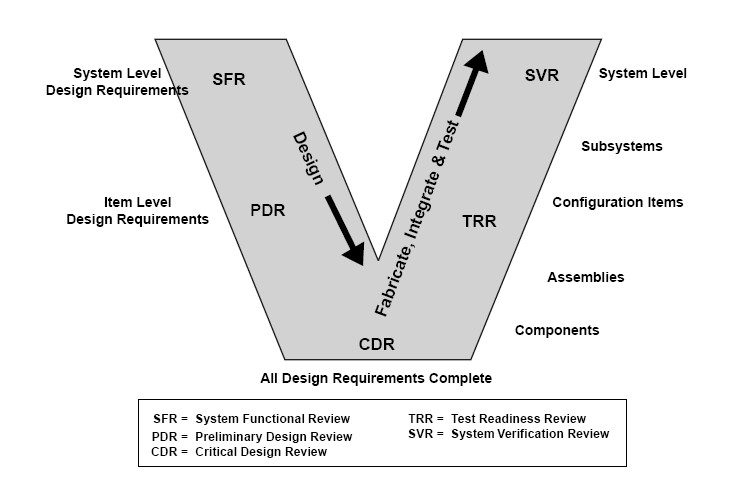
Figure2. The system development V. Source: Wikipedia.
The integration team closely monitors key parameters such as weight, drag, etc. These parameters have a direct impact on the aircraft’s performance. If some of these parameters are trending in the wrong direction, the team may need to work with suppliers to address specific issues or execute risk mitigation plans.
Engineering tests also begin during this phase. As mentioned in Part 11, a seat supplier may conduct crashworthiness tests to de-risk the seat design. Systems teams may also kickoff hardware-in-the-loop tests with prototype software and hardware to derisk their systems. These test-beds may include iron birds or integration test rigs among others. They are essentially an aircraft without the major structures, designed to test highly complex/integrated systems and their interfaces. They can even allow human-in-the-loop testing. These tests are not intended for certification credits. They are meant for derisking the design through early discovery.
In parallel, design teams must start drafting qualification plans – based on agreements with authorities – to ensure that parts can meet design specifications. Even though qualification tests will be carried out during the next phase, their preparation begins in this phase.
For instance, the aircraft OEM would ask a supplier to demonstrate that a horizontal stabilizer actuator can operate and survive in the environmental conditions inside the tail so that aircraft OEM can show compliance to airworthiness standards. The team needs to define test conditions, test articles, test apparatus, and pass/fail criteria, and prepare test documents.
Certain qualified or authorized personnel may also be required to witness the conformity inspection, test setup, and the test itself. Fortunately, some of these test conditions, procedures, and criteria are well documented in authority accepted industry standards such as the RTCA DO-160, Environmental Conditions and Test Procedures for Airborne Equipment.
Other tests, such as durability and repairability tests for the airframe, require more negotiations with authorities.
Instructions for Continued Airworthiness
Although the aircraft is still being designed, some of the continued airworthiness related activities can kick off in this phase. Maintenance planning is one example. During the detailed design phase, the OEM’s maintenance engineering and certification teams would initiate the maintenance review board process with the certification authority, Figure 3.
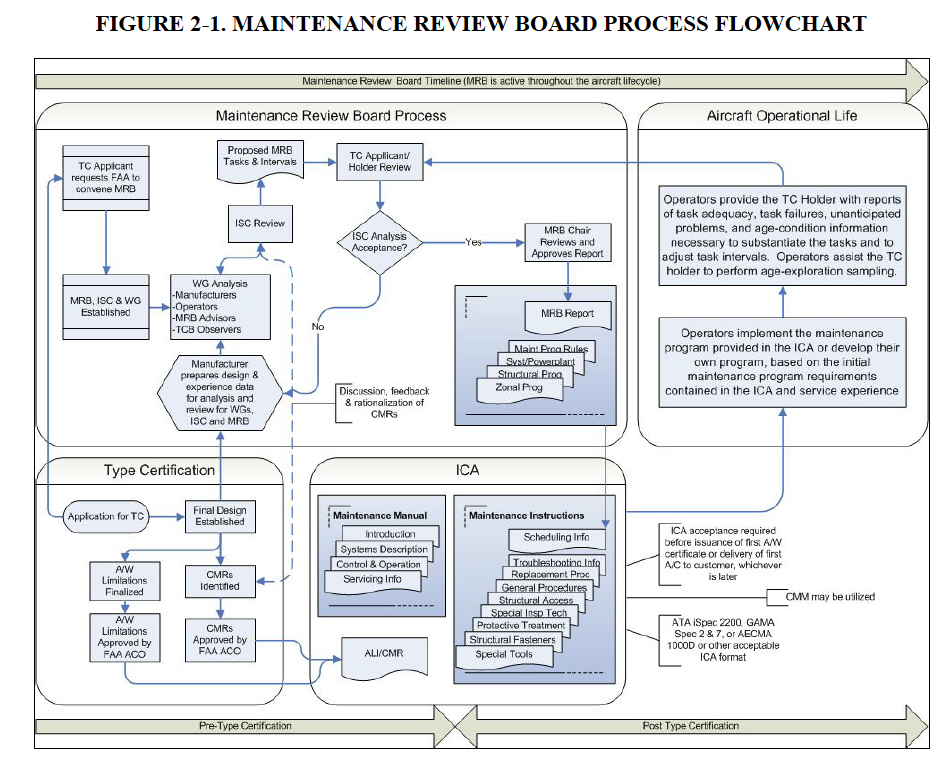
Figure 3. The Maintenance Review Board process. Source: FAA AC 121-22C. Click to see better.
The objective is to develop scheduled maintenance tasks and intervals acceptable to regulators, operators, and the aircraft OEM. This process focuses on Maintenance Significant Items (MSIs). An MSI is an item where the failure or malfunction of it could affect safety (on the ground or in the air), be undetectable during operation, or have a significant operational or economic impact. The board can also request an examination of items based on lessons learned.
At a high level, the maintenance review board (MRB), led by the certification authority, is formed during this phase to enable the maintenance review board process. The MRB works with the aircraft OEM to establish the Industry Steering Group (ISG) as an intermediary group, consisting of participants from the regulatory authorities, the aircraft OEM, suppliers, and operators, to propose minimum scheduled maintenance requirements to the MRB when the work is completed.
This committee defines Working Groups (WGs), appoints specialists to conduct the required work, and manages these groups. Members of each WG then analyze the Maintenance Significant Items along with supporting data from the aircraft OEM to develop scheduled maintenance tasks and intervals using the Maintenance Steering Group 3 (MSG-3) process. WG #1, #2, and #3, as an example, may conduct the initial maintenance tasking/scheduling work on mechanical systems, electrical systems, and aircraft structures. These WGs could progress more or less in parallel, especially when there is no resource conflict. WG #4 may bring outstanding items from WG #1, #2, and #3 for additional analyses, validations, and verifications. If required, additional WGs can be added.
Since WG members require information related to the final design, they usually start work when there is a sufficient amount of information available. Specialists may need, as an example, mature fault trees to discern the effects of failures. They may also need data from system safety analysis and reliability analyses. The team will spend the next year or so to fully develop their proposals.
Once analyses are completed, WG members present their findings and proposals to the ISC. These proposals are then reviewed and accepted by the committee. The accepted tasks/intervals are compiled into a Maintenance Review Board Report (MRBR) proposal. The proposal will then be submitted to the MRB for approval. Once approved, the aircraft OEM can provide the maintenance planning document and the Maintenance Review Board Report to operators so that they can develop their maintenance plan. Here is a high-level example of a Maintenance Significant Item (MSI) and its result (note: we skipped the detailed analysis):
- MSI: Flap position indication
- Function: Provide accurate flap position indication to support safe takeoff, approach, and landing
- Functional failures:
- No indication (evident)
- Indication inaccurate beyond tolerance (hidden)
- Rigging out of tolerance (hidden)
- Sample tasks & intervals
- Functional check (for accuracy) – verify indication within tolerance at each detent. Initial intervals: __ flight-hours / __ flight cycles.
- Detailed Inspection (rigging, linkages) – backlash, stops, sensor arms. Intervals: __ flight-hours / __ flight cycles.
- Restore/calibrate – if a functional check failed or limit exceeded. Interval: Condition-based trigger by functional check.
The initial process typically doesn’t end until sometime during the flight test. WGs often use data from rig tests and flight tests to support their analyses. These groups sometimes use rigs or flight test aircraft to check their findings or proposals as well.
The MRB process actually continues after type certification. Hence, there are opportunities to increase maintenance intervals to lower maintenance costs as the fleet matures.
Manufacturing
Manufacturing engineers had already started working on tooling design in the last phase. Since a lot of details were not available at that time, they would have worked on the concept and attempted to generate some details wherever they could.
In this phase, Manufacturing engineers need to complete the tooling design. They need to work closely with the design team to ensure detailed datasets are released in a proper sequence so that the manufacturing team can update their design and order long lead-time items from suppliers. If automation equipment is required for the assembly line, the manufacturing team may even start testing this equipment at the supplier site before installing them on the final line at a later time.
Additional Work for Start-Ups
Start-ups have quite a bit of extra work to do during this phase. A mature aircraft OEM already has the IT infrastructure to support its customers and to comply with type certificate holder obligations. Start-ups, on the other hand, probably have not paid much attention to these matters up to now. For instance, §21.3 requires a type certificate holder to report failures, malfunctions, and defects. Obviously, a start-up doesn’t hold a type certificate. Yet, the company may want to use rig tests and flight tests as test cases to mature the reporting system. This means that the company should implement the reporting system during this phase to allow deployment before major test campaigns begin.
A mature aircraft OEM also has an established flight test department. A start-up, on the other hand, would need to create one from scratch. The company needs to identify roles and responsibilities of the flight test organization, create a safety and risk management system, develop operational plans, establish crew qualification, etc. The company also needs to start staffing the organization. These are not super difficult tasks, but money, time, and resources are still needed to complete these activities.
Speeding Up the Detailed Design Phase
The Detailed Design phase is a labor-intensive phase. There is a lot of data creation, which also means there are a lot of reviews and approvals to support data releases. Engineers can use AI as a complementary tool to conduct quality checks for documents. This could reduce rework, leading to a shorter release cycle time.
Proper progress reporting can also help maintain the schedule. A burn-down chart is an easy way to understand progress. Yet, sometimes the last 20% of the work could take 80% of the time. Other times, team members might release a low-quality dataset to show progress, but end up reworking the product in a few weeks. Project managers need to find transparent and meaningful ways to report progress to avoid surprises. Minimizing rework is crucial for maintaining a schedule.
Rigorous control of changes is paramount. The team must understand the upstream and downstream impact of a change. They also need to evaluate the necessity of a change. A scope creep at this stage could be detrimental to the program because every team is trying to release all the necessary data to enable the production of conforming articles for various tests. A change that could affect multiple teams must be carefully evaluated.
So much complexity! It’s amazing that these aircraft are as
safe as they are; a tribute to the designers and makers.
It is.
That complexity is why I doubt COMAC. China is fully capable of building an aircraft (the other pillar is support)
Their approach is a Chineese approach. It may equal EASA and FAA when the FAA is working as it should. They don’t use the same approach so there is no way to get the data in a form that follows World Cert standards.
The other aspect is COMAC is doing a national pride build. As we saw with the A380, pride and the desire can get a bird in the air but not successful unless its backed by hard facts (or as hard as they can get).
When there is a problem, no one but China will understand it (and maybe not them depending on what their cert structure is).
What the COMAC cheerleaders miss is that EASA, Brazil, Canada or Japan, they still have to prove those same standards in the same format.
EASA and FAA may not have the same exact sections, but they agree that each does what it needs to in confirmation of the parts and whole.
In Airbus case on the A31XL fuselage fuel tank, they agreed it was not proven and or needed some re-design to meet the standard.
From my viewpoint Airbus got ahead of the Skis with the EASA in that they submitted something that did not pass. The FAA may have asked for clarification or some design changes (working with EASA) but Airbus should have been coordinated with EASA.
777X is the same thing (or was) on steroid.
It’s a fig leaf. India signs up to produce Russian aircraft. The C909 is flying in Southeast and Central Asia. The UAE bought L-15.
Who is flying sixth generation jets? Not one, but (at least) two. Where is the F-47? First flight, if all goes well, in 2028 (or later).
“What the COMAC cheerleaders miss is that EASA, Brazil, Canada or Japan, they still have to prove those same standards in the same format.”
Certification process is 1/2 political…put US (P&W engines)/western stuff on it in the past, get FAA “shadow certification”
“The Il-96 and FAA Certification
The Il-96T freighter (a version equipped with U.S. engines and avionics) was the specific model used for this “shadow certification” program.
Following the successful completion of the assessment and the establishment of a U.S.-Russia BASA, the FAA officially granted a type certificate for the Il-96T in June 1999. “This made it the first Russian commercial transport aircraft to receive full FAA certification.”
The certification enabled the Il-96T to be registered in the U.S. and other countries that accept U.S. standards, which was crucial for financing and exporting the aircraft.”
Russia and China have their own certification procedures, standards and organizations.
Some commenters don’t seem to understand that there are perfectly acceptable alternatives to western cert.
Irkut and UAC are giving us regular, detailed updates regarding MC-21 and ST-100 certification progress. That’s more than Boeing is doing.
> Russian passenger aircraft regularly flew to New York in the 1970s
The FAA attempted the Shadow cert with the now C909 and when they did not get Chineese cooperation, the C919 (which also failed and they gave up in an era of the China vs Russia and your enemy is our fried)
The issue is not someone having a so called certification, its what are their specs and rules and how do they compare to what would be world recognized cert? FAA, EASA, Canada, Brazil and at one time Russia.
I disagree recognized certification is 1/2 political. It does not mean there are not political aspects but the specs and standar4ds are black and white. There is no question the FAA was compromised by Boeing, that was the classic regulatory capture. Not 100% but clearly in some key areas (787 battery certi, ungh)
We have no view into China or Russia (now). Both system are fully controlled by their respective governments (not the aircraft makers)
China has no history of regulatory experience, they are making it up as they go along (which is why EASA, FAA etc are accepted, open, long standing).
China can sell (or give) aircraft to any country they want (shorting their own desperately hungry Airlines, so yea, Political)
There is some counter to the full closed system and that is national prestige and having aircraft crash. Again its not that there are no standards and there may be good ones, we don’t know.
Some posters make a fuss about FAA capture ignoring the fully owned controlled nature of China and Russian systems.
As for updates, if anyone thinks there is free press in Russia, I have an entire city I will sell them.
Its called cherry picking. Put things on an even plane (pun intended) and then, well we know what an then is.
What we see Russia doing is putting a JT8 on an A220 airframe wait, we had that at one point!) . So what is the opposite of an NEO? OEO? Not even a CFM 56.
Pan Am Flew to Shanghai before WWII!
Trans
“I disagree recognized certification is 1/2 political.”
Where you in Russia in the 1990’s? involved with commercial aircraft industry? Guess not……….
Do you know why no passenger version IL96 cert or TU 204 passenger cert….Boeing complained and got their way
So Boeing complaining is not political?
Abalone said…..
Irkut and UAC are giving us regular, detailed updates regarding MC-21 and ST-100 certification progress. That’s more than Boeing is doing.
Yes, that’s the hallmark of a well managered state propaganda exercise. The use of repeating news articles focusing on the certification narrative is intended to squelch the fact that solid performing components from the west are being systematically replaced due to the effectiveness of the sanctions. Notice that YAKOLEV in their reporting of these flights makes no mention whatsoever of WHY they need to refly the aircraft. They never admit that there’s a small matter in UKRAINE that has been quietly kept away from this story. They cannot do anything with an aircraft that has major equipment list items subject to international sanctions that are working very well. In order to do anything with their aircraft and generate cash for the Russian command economy, they need to plug all those holes in the airplane with domesticly produced equipment without regard how they actually perform. The primary selection criteria used in selection was availability not performance. The constantly publishing of successes reflying the airplane is supposed to keep the readers off the actual story, which is the effectiveness of the Aerospace Component Sanctions ……… The only people buying the fluff are those with an agenda supported by the smoke and mirrors of the Russian storytellers
In small aircraft, I personally know of one of those ??? things that came up on a Lycoming 4 Cylinder engine.
This is from memory and I think its pretty close. First overhaul interval for the engine was 1600 hours.
As time went on, it proved to be more reliable and they extended that to 2400 hours.
Then the twist came in. The oil pump was made from sintered process (basically powdered metal heated to fuse it) that was failing before the 2400 hours (1500 hours from memory)
It had to be replaced before TBO to keep the Flying cert – so owners had a sudden expense and 900 hours before TBO. The pump access required an entire engine removal and tear down (split the case) So what do you do? Just replace it and overhaul the engine at 2400 hours or do it now.
Adding to the hurt if your engine passed certain tests, you could extend the TBO a couple hundred hours.
No warranty by the way. I believe it was a batch problem after the engine was in service but a huge number got the oil pump on first rebuild as it was a replacement item (more regs)
The plane was sold before it hit the limit but the new owner had the same thing to deal with (and yes that is all in the logs, AD, service so you cannot snooker someone.
For an LCA that sort of thing comes up and if out of warranty, the aircraft owner pays for it.
Huge news though I note no MAX listed
https://startupnews.fyi/2025/10/31/boeing-secures-major-777-deal-with-china-signaling-renewed-aviation-ties/
No numbers listed. I’ll wait for another source.
Looks more like an IQ test.
15 hours or more of exclusive report not picked up by other major sites?? 🤣
It doesn’t pass the smell test.
Shows how desperate the current situation is.
Same as those reports of one guy said to be fired, but showed up in KL smiling.
+1
Yeah, that reporting feels “off” to me. It’s likely ‘AI’ slop. I’ll wait.
> There is no article by “CNN Business” on this topic, as this “Startup News™” article claims.
I remember this:
August
China, Boeing near massive order
Sept 23
China ‘in final days or weeks’ to close Boeing order for 500 jets: Reuters
> US Ambassador to China David Perdue described this as a “huge order” that is “very important to the president, Boeing, and China”.
“I personally had the privilege of being able to visit with them last week in Tianjin in their factory and this is a great story of cooperation between the United States and China,” Purdue said
Hmmm.. you’d think the Seattle Times might mention this kind of news, but nothing so far..
I looked closer at the posting and noticed it mentions “Dave Calhoun, Boeing CEO.” Looks like this was written by a robot.
+1
I think we’ll be seeing much more of this kind of junk in the future.
@TB:
Good spot, could be cut and paste of background info.
It does add a bit of confirmation of Leeham assessment and reporting on numbers
@Vincent:
I agree its something of a puff piece.
That said, I see a lot of posts with even flimsier base and at times, as much support as air if you jumped off a 500 ft cliff.
In this case the context has been per Leeham that a deal is in the works with an adder that a Tariff Cease Armistice has been declared supposedly for a year.
As Leeham has noted and other argued with on zero basis of data , China needs the numbers that both Boeing and Airbus provide, from single aisle to wide bodies.
It may very well be a flexible mix of the 500 (or whatever number comes to be). Its also an aspect that China does not want to be beholden to a single supplier – I would not give them as good a deal as I would if Boeing is in the competitive mix.
“other argued with on zero basis of data”
Geopolitics override traditional buying patterns of commercial aircraft for China
How FAL in China does Boeing have…………….ZERO
Just an observation…Leeham News has “slight” bias against China…just saying
What basis of data posters here have?? Imagination plus hyperbole? “No one would buy/fly an aircraft not certified by the FAA/EASA”?? Whomp whomp!
* Past performance does not guarantee future returns!
Wow…one should always get one’s news from “Startupnews.fyi”.
And did anyone Google the author, Avery Morgan? Go ahead and enjoy.
Note that the site has dedicated links to #Apple, #Elonmusk and #OpenAI — that alone says enough.
Furthermore: wouldn’t it be strange for China to only order 777s — no 787s in the mix?
🙈
Trump threatened to impose export controls on Boeing aircraft parts. Who the hell wants to buy Boeing??
Yeah, just looked up “Avery Morgan”.
😉
She strikes me as being exceptionally well qualified to report on aerospace matters, don’t you think? 🙈
While I don’t understand how the KC-46A gets a hit from the 777X delay, they link it.
https://breakingdefense.com/2025/10/boeing-defense-reports-immaterial-financial-impact-in-q3-from-machinist-strike/
While not LCA it would be good to get this strike settled.
It sounds to me like: the dog ate my breakfast.
Btw: Indonesia ordered an A330-800 MRTT.
Self-explanatory:
“However, [BDS] logged a new $149 million reach forward loss on KC-46 tankers “largely due to higher production cost allocations resulting from the decision to slow 777X production plans,”
PEDRO
That does make perfect sense. Slowing the 777x program redistributes the factory overhead charges. When 1 program slows and can’t pay its way, the other programs at the site will have their contributions revised upward to cover it. That forced the 767F/KC46 into a loss position
TransWorld, on November 1, 2025, said:
“Pan Am Flew to Shanghai before WWII!”
And?
The Chinese Communist Party did not establish the PRC
until, uh, the 1949 revolution..
> The United States was the main supplier of crude oil and other vital war materials to Imperial Japan before the war in the Pacific.
Very good summation and status of Airbus and Boeing production and deliveries.
https://flightplan.forecastinternational.com/2025/11/02/airbus-and-boeing-october-2025-production-rates-and-unofficial-deliveries/
Interesting to see the A220 going to 12 a month vs 14 previous target. In line that 14 is not sustainable unless they do the A220-500.
As is normal for all programs, 787 took a 2 bird less, it should tick back up to 7 next month. Note deliveries were 7, the pool must be close to gone but maybe 10 still.
Have to wonder what the A350 slowdown does to the A350F.
“For the purposes of this article, Forecast International considers an aircraft to be “produced” once it completes its first test flight”
Interesting definition — makes no allowances for rework, painting, cabin fit, etc., after FF. Or, indeed, for the possibility of multiple test / customer acceptance flights.
Who’d consider a car to be “produced” if it hadn’t been painted, had no interior, and required re-work to (for example) correct door misalignment?
🙈
ABALONE
Who’d consider a car to be “produced” if it hadn’t been painted, had no interior, and required re-work to (for example) correct door misalignment?
Funny thing. Boeings completion center in China for the 737 processes a green airplane, unpainted, without interiors and other finishing work to be completed in China into a line ready aircraft for the customer.. The delivery date Boeing uses is the date that the CofA is transferred from BA to the new owner, and that’s before it fly’s away to China for completion. The professionals consider them Produced. It’s the normal process for aircraft set to deliver to a completion center. Completion center/finishing centers are commonplace in the industry, more so with large Bizjets. The words completed, produced and delivered are not standardized. They are specific to the contracted deliverable, and that can vary widely 1 airplane to the next depending on customer preferences.