Leeham News and Analysis
There's more to real news than a news release.
 Leeham News and Analysis
Leeham News and Analysis
- GE testing of giant GE9X engine aims for maturity at entry into service June 30, 2025
- Bjorn’s Corner: Air Transport’s route to 2050. Part 28. June 27, 2025
- Parent agency, FAA often at odds as politics outweighs safety June 26, 2025
- Electric Flight and the Ugly Duckling June 25, 2025
- Engine makers tout “Plan A” but have “Plan B” backups in R&D June 23, 2025
Bjorn’s Corner: New aircraft technologies. Part 6. Fuselage manufacturing

By Bjorn Fehrm
March 31, 2023, ©. Leeham News: This is a summary of the article New aircraft technologies. Part 6P. Fuselage manufacturing. The article discusses how a non-circular cross-section drives material use towards composites and the difficulties of manufacturing aeronautical composite structures in high volumes.
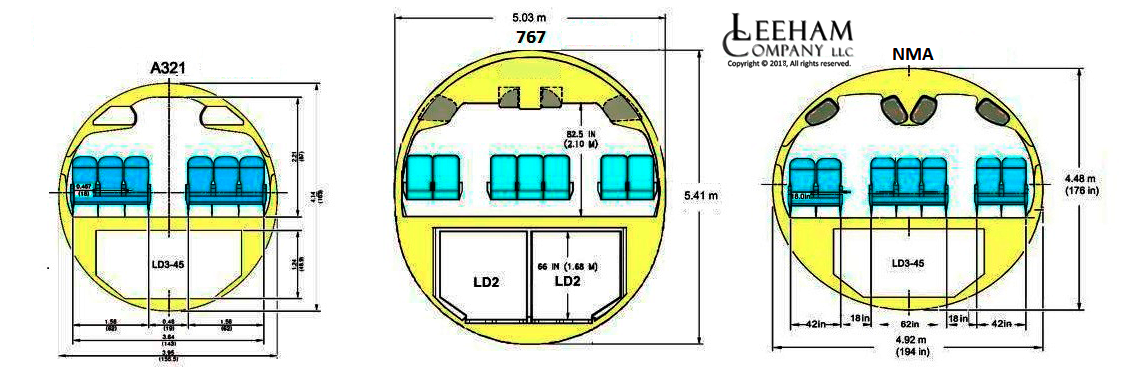
Figure 1. The elliptical NMA cross-section compared with A321 and 767 cross-sections. Source: Leeham Co.
Heart of the market volumes and composites
In last week’s article, we saw that to make a dual aisle aircraft drag and weight competitive with a single aisle alternative for a 250-seat airliner, we need to use an elliptical cross-section, Figure 1.
Such forms introduce bending moments in the skin when the fuselage is pressure cycled during flight. It can only be allowed if we use CFRP (Carbon Fiber Reinforced Polymer) materials, as they are less fatigue sensitive.
CFRP is extensively used in widebody production, including for fuselages. The established thermoset production method, where the CFRP resin is irreversibly hardened under high temperature, forces a tooling and labor-intensive manufacture of the parts (skins, stringers/longerons, frames) before they can be joined to larger assemblies. Joining is by “drill and fill” methods, i.e., bolting/fastening the parts together.
The whole process is labor and cost intensive and has stopped CFRP from being used for high-volume fuselage production. New developments aim to address the cost problem.
Production methods that don’t require expensive autoclaves (Figure 2) for curing are trailed, and the epoxy thermoset polymer is changed for thermoplastic polymers.

Figure 2. The Boeing wing center autoclave on the way to installation. Source: ASC.
A thermoplastic polymer gets soft at high temperatures, above the temperatures experienced in a fuselage structure. It allows the welding of parts into larger assemblies, reducing labor-intensive “drill and fill” operations.
Thermoplastic composites started with small parts a decade ago (brackets, hatches) and have now advanced to research with fuselage sections and horizontal tail parts.
We can expect that the weldable thermoplastic composite will change the dynamics in aircraft manufacture over the next decades.
There is lots of work on nacelles out of thermoplastics. Still you need alot of carbon fiber and you have the creep problem with thermoplastics. The middle way is using “out of autoclave process” like what Shorts and the Russian MC-21 are using. https://www.compositesworld.com/articles/out-of-autoclave-prepregs-hype-or-revolution
Raisin infusion : look at how Airbus does rear pressure bulkheads since the A340NG ( and other parts. )
Yes, old method that has been much impoved the last 10 years. Car industry keeps the pressure on to produce quicker, cheaper and with less waste.
Like at McLaren https://www.youtube.com/watch?v=KjiP8wKVXyc
Huh ?
Cars made of structural Carbon fibre are few and far between. The rest use the waste of other CF processes chopped up and pressed together for wheels, trim, front valence and such
The BMW i3 was one of the first volume cars with structure of CFRP
https://www.compositesworld.com/articles/the-making-of-the-bmw-i3
Thanks . I wasnt aware of that
they are actually quite common in the “supercar” world.
Porsche Carrera GT, 919, all the McLarens, Koenigsegg, newer ferraris…
and there has been a lot of work put in to reducing cost of production for series produced race car chassis (like F2, F3, Indy car etc) where all the cars use a common chassis.
Recent news on thermoplastic fuselage studies, with a lot of experimental work going on.
https://www.compositesworld.com/news/stunning-project-completes-lower-half-of-mffd
Boeing chose on tech approach and Airbus another.
Once you go down tech path for a build then you are stuck with it.
If tech changes you can’t. Tough gig in these times of so much change.
choosing a tech path with no apparent options is problematic. Believing your own PR aggravates it.
Airbus and Boeing use the same ‘tech approach’ to the WB fuselages.
The use of molds to create composite fibre fuselage parts.
In one case they are panels of the fuselage later joined to make a full barrel, the other created the full barrel section on the mold. However Airbus still makes the rear fuselage conic section ( below the trail) as a complete assembly like Boeing.
Both companies create the cockpit/nose as a single piece but thats a different category.
Hello Bjorn – Figures 1 and 2 are not showing for me. I check with Safari, Chrome and Bing. Both on Mac and Windows.
Thanks, fixed.
nope, first one is still broken
behind paywall methinks.
Interesting historical parralel to the desire to reduce labour intensive ( relatively) CFRP production costs. In US during WW2 the same high labour demand for the AL planes riveted structures led to the use of the then new thin sheet stainless steel seam welding machinery in lower performance training aircraft design. The tradeoff was higher strength and lower fabrication costs against higher weight.
The Fleetwings BT-12 trainer was developed and a small number built for the Army Air Force.
The US Navy also had the Budd compan,y who developed the ‘shotweld’ method of stainless steel welding, design and build a high wing bigger than DC3 sized transport aircraft ( which had very innovative rear loading ramp and other features). Only a small number built.
https://en.wikipedia.org/wiki/Budd_RB_Conestoga
Used more often in modern planes than most would think, stainless steel still has a place
Interesting; yes it’s a parallel. Thanks.
Yeah, never saw that, interesting, thnx.
Thermoplastic “welding”:
How are you supposed to heat the interface of to be welded parts for diffusion melding
without compromising the premade part shapes?
This demonstrator fuselage assembly mentioned by A.Tabiadon above is assembled using ultrasonic welding:
https://www.compositesworld.com/news/stunning-project-completes-lower-half-of-mffd
https://en.wikipedia.org/wiki/Ultrasonic_welding_of_thermoplastics
https://science.howstuffworks.com/ultrasonic-welding.htm
Many possibilities.
One is fine control of the power input. Another is working on the heat transfer.
I remember one of my university mates welding PVC with a heat gun, to prepare samples for joint characterization (strength/impact testing).
More than 30 years ago.
DAHER bought KVE Composites in Netherlands and has a partnership with LIST ( Luxembourg) to optimize an infrared welding technology for thermoplastic assembly process . I did not find details about the process.
Might be ready in 2027 for a TBM successor according five years company strategic plan.
I think metal will make a comeback in structures. Composite structures still have a lot to prove, the Airbus paint adhesion issue only a minor one. The cost of these structures both to fabricate and then maintain are only going to increase. A structure made this way can’t be re-purposed at some future point like a P-to-F plus they are noisy for PAX.
Metal is my preferred matrix and in particular high energy forming techniques and friction stir welding which cost a fraction of composite, is more durable, adaptable, better understood and results in a cheaper aircraft.
https://www.3dmetalforming.com/markets-products/
It depends on the application, if you need a combination of high stiffness, corrosion resistance and high strength along fibers the CFRP composites shines. The disadvantage of having only epoxy shear strength between plies has been solved by CFMI and its 3D weaved fan blades, still complicated and expensive but the technology is “out of the genie bottle”. With thermoplastics the recycling of carbon fiber will be much easier. Production volumes of carbon fibers grows almost exponentially.
The carbon fuselage can be used for package freight when converting from passenger use, the challenge is in the design and certification of the large cargo door opening. Its certainly doable as far as design exercise using same principles as for aluminium, but the certification at the material level is more demanding.
Its just too early in the life cycle of the B787 and A350 to be working on the details and going through the actual build-certify process. As a cargo plane it will certainly be doable but the up front cost isnt cheap
As for the surface of carbon fibre structural assemblies, many forget its been used for the tail fin of A310s since the early 80s and was used on A300s soon after. Many A300F are still flying so that the longer life usage past 25 tears is already happening
Lots of time you use Titanium alloys to work together with CFRP structures, so I would think the “quick and dirty” way to convert A350 and 787 to freighters would be a Ti 6-4 cargo door frame that spreads the load into the skin and floor beams together with a Ti/carbon big cargo door.
Boeing’s solution to post fix a lot of design shortcomings was to dump large amounts of titanium on the problems.
Later they had a PITA of a job to reduce that titanium use to get production cost under control.
CFRP || AL interfacing require much more care but is preferable. ( electro chemical ordering of materials.)
Afaik: Airbus is rather busy with substituting titanium with CFRP details. ( like doorframes )
Will be interesting to look over the taken path on the A350F.
Certainly the door and frame for the A350F will be transferable to a PTF conversion, but that will be decades away.
Normally the freight companies want to use competitive suppliers who arent OEM to do the work, so unless one buys the rights from say Airbus ( or Boeing) who at this early stage arent undercutting their new build freighter business and of course old freighters just keep on flying.
A 767-300ER belonging to Cargojet has 145,000 hours, it started flying for Air Canada in 1988
Its misleading to say Boeing has ‘dumped large amounts of titanium on the problems’
The B787 and A350 have very similar amounts , 14% of the airframe by weight. thats the finished weight as a larger quantity required before milling.
Boeing 787 from the Ground Up [2006]
https://www.boeing.com/commercial/aeromagazine/articles/qtr_4_06/article_04_2.html
An unusual point not thought of is rapid composite repair kits
‘While a typical bonded repair may require 24 or more hours of airplane downtime, Boeing has taken advantage of the properties of composites to develop a new line of maintenance repair capability that requires less than an hour to apply. This rapid composite repair technique offers temporary repair capability to get an airplane flying again quickly, despite minor damage that might ground an aluminium airplane.’
Im sure Airbus has the same approach
@ Uwe
“Will be interesting to look over the taken path on the A350F.”
We won’t have to wait very long for some info: manufacturing of the first A350F has commenced.
https://simpleflying.com/1st-airbus-a350-freighter-part-made/
“Its misleading to say Boeing has ‘dumped large amounts of titanium on the problems’” ( your ref from 2006 even before the Home Depot Fix prototype was presented.)
FF planned in summer of 2007!
it is misleading to give references from the PR phase when
later on substantial amounts of design error had to be fixed before first flight in late 2009
IMU in the last two decades Boeing’s premeditations/plannings never survived contact with real hardware.
On to reality:
IN the phase to FF and beyond Boeing’s solution to shortcomings was adding Titatnium “orthopedic shoes” in various places.
Years later when it was obvious that these solutions were a major hassle and overly expensive a drive to replace those fixes was started.
Go back in the history of Leeham News articles and expand your knowledge on this topic. It’s all there.
Back to reality and the reports from 2008 on the redesign and the changes to the composite wing sections !
‘According to a person familiar with the situation, Boeing decided most recently to make the changes to the 787’s center wing box after discovering that several beams in the wing box had been made too narrow during efforts to shave weight from the 787 during the design phase. The details of the problem were reported on the FlightBlogger Web log.
A spokeswoman said several “stiffeners” were being added to the wing boxes of the first six airplanes, which are in various stages of completion. Starting with the seventh plane, a newly beefed-up wing box is being incorporated into production parts at Fuji Heavy Industries in Nagoya, Japan, which makes the massive pieces from carbon-fiber composites.”
https://www.wsj.com/articles/SB120606010396853603
Its clear you *never* do research for your claims , relying on perhapses or vague claims of others work
I do and the only source for your claim is “Morgan Stanley financial analyst Heidi Wood” A financial analyst! , too funny
Presenting Boeing fairy tales as tangible truth puts you at the lower end of credibility.
Fibs and lies.
Careful, Uwe
Hamilton
Didnt think you could back up your claims. Oh well
As for the leeham story on changes to 787-8 production
https://leehamnews.com/2018/04/17/boeing-to-implement-structural-design-change-in-787-8-for-production-commonality/
This refers only aft fuselage [built at Charleston] not the wings or centre box which had the strength problems and redesign for the very early production.
Nothing about titanium kludges.
in fact it was the A350 which took the mostly metal -Ti and Al -design approach for the cockpit-nose structure instead of the mostly composite approach by Boeing. But thats just part of the design tradeoffs that are normal. Uninformed people might claim its a franken-plane because nose was partly carried over from A380.
More detailed information on out of autoclave carbon fibre airframe assembly’s
This is an OOA wing centre box from GKN (2013)
https://www.compositesworld.com/articles/infused-wing-sheds-light-on-aerocomposites-future
GKN have also done a thermoplastic carbon composite lower fuselage shell from their Fokker plant as part of EU Cleansk2 [Thermosets are the more well known where the resin impregnates the fibres which are heated and cured in autoclave]
https://www.gknaerospace.com/en/newsroom/news-releases/2023/one-of-the-worlds-largest-thermoplastic-aerostructures-successfully-completed-in-stunning-project/
‘The ground-breaking aerostructure consists of more than 400 thermoplastic fibre-reinforced parts, as well as thousands of spot welds and hundreds of meters of continuous welds. The fuselage lower half will be joined at Fraunhofer IFAM in Stade with the upper half made by German Aerospace Center (DLR) Institute of Structures and Design in Augsburg.’
Good to see EU funding actual future airframe manufacture processes .
Will this be seen as an Airbus subsidy ? You bet