Leeham News and Analysis
There's more to real news than a news release.



Bjorn’s Corner: The challenges of airliner development. Part 20. Production site and facilities

By Bjorn Fehrm, Henry Tam, and Andrew Telesca
September 10, 2021, ©. Leeham News: Last week, we looked at the Rig design and manufacture for ground and flight testing.
We are now at the stage in our program (Figure 1) where we shall have scouted and deliberated over our Final Assembly production site (Violet bars). We now need to decide on the site and what facilities we need to build and/or hire.
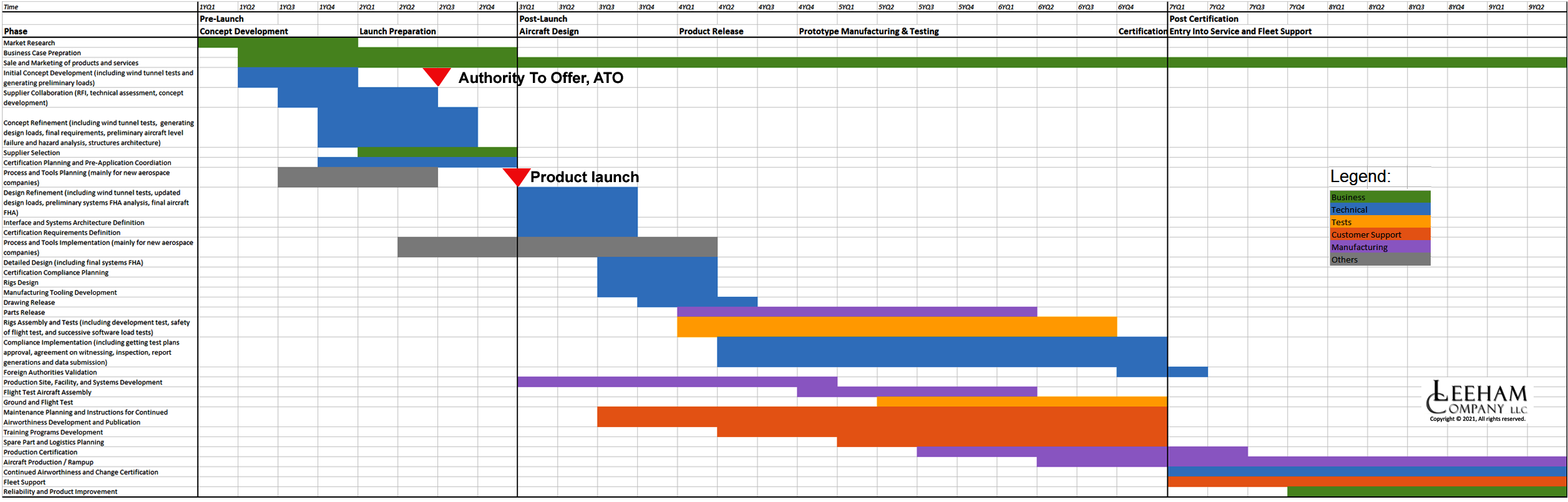
Figure 1. The program plan for our project. Source: Leeham Co.
Where to place Final Assembly
Most of the close to a million parts for our 19 seat unpressurized utility airliner are designed and produced by subsuppliers. They deliver these to us in an aggregated form to our Final Assembly Site, where all this can be gathered and we can start the assembly of it all into an aircraft. Final assembly line planning usually starts at a very early stage. In fact, some information needs to be available when negotiating with suppliers before launch.
This whole process is nicely described in this picture from ATR, Figure 2. Click on it so you can read the text boxes, which describe what is done and at what time before delivery of the airplane.
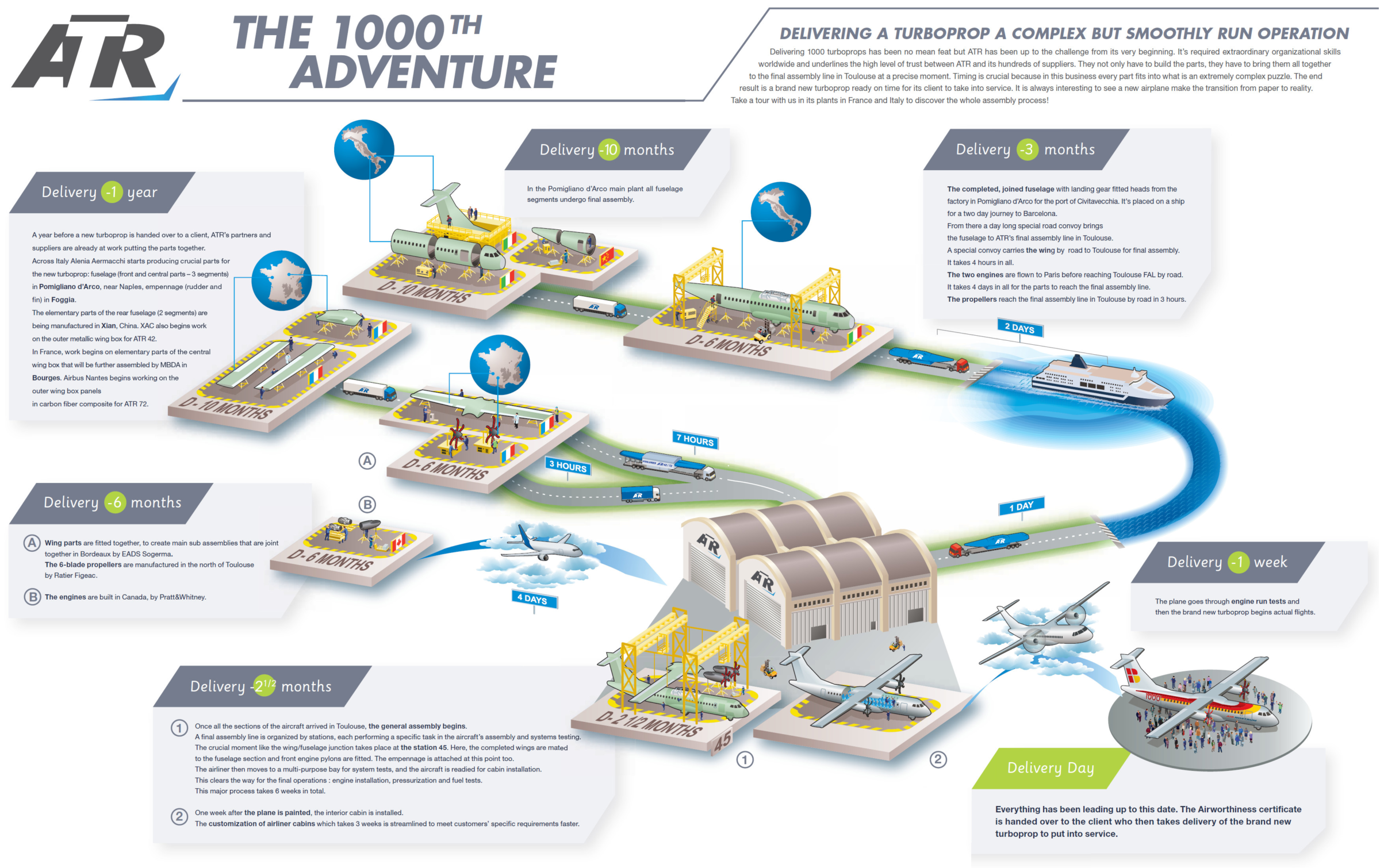
Figure 2. The production flow the ATR 48 and 70 seater turboprops. Source: ATR. Click to see better.
ATR builds the fuselage structures and joins them at Naples, Italy, and then ships them to the Final Assembly Line (FAL) in Toulouse.
We will have the nose, center fuselage, and tail sections produced by sub-suppliers and shipped to our chosen FAL site. The same goes for wingbox halves, tailplanes, movables, landing gear, nacelles, engines, and all the systems. We then integrate the parts in steps in our FAL facilities.
The times shown in the ATR graphics can be a guide for our own production. Once our production has worked itself through the initial kinks, down the learning curve, we can assume we will start the initial production of parts at sub-suppliers about a year before customer delivery.
Where we place the FAL is dependent on a number of factors:
- Where is our design center? It could be advantageous to have the main development team and final assembly at the same location. It would also have to do with the certifying authority. Under FAA type certification requirements, there’s a rule that says: “Except as provided in [issue of type certificate: import products], the FAA does not issue a type certificate if the manufacturing facilities for the product are located outside of the United States, unless the FAA finds that the location of the manufacturer’s facilities places no undue burden on the FAA in administering applicable airworthiness requirements.”
- Where is it advantageous for our initial sales to have certification of our design and then of our production? We discussed that our main market would be Asia, Mid and South America, then Europe, and not so much North America, as we have a US problem with the passenger version certified to Part 23. We need to certify to Part 25 rules if we want to operate passenger service in the US under FAR Part 121 as discussed in Part 6 of the series.
- Our site shall be at an airfield with sufficient space so we can build suitable facilities, perform production flight tests, and deliver aircraft to customers.
- Our site shall have good transportation infrastructure. Depending on the arrangement with suppliers, large assemblies, such as fuselage or wing, could pose some challenges. A notable example would be the transport of the A380 fuselage, which needed a spectacular convoy path the last bit to Toulouse during all the years of production.
- We also need to think about skilled labor in the country we choose and any state support we can get for people training and the building or our development and production campus.
Once we have chosen the site, we need to start implementing the FAL. Most likely the complete FAL will not be finished with its tooling to produce our prototypes, so we shall decide on how we join the different parts of the structure with prototype tooling and fixtures.
Facility
There are a few things to consider when sizing the campus. What is the expected production rate? How much floor space is needed? How will we receive and store large parts/assemblies? Will the main warehouse be onsite or offsite? What will be the flow of large parts/assemblies? Is there space for future expansions?
Will we use the same site for any servicing, post-production modification, or have a place to manage out of sequence activities (traveled work) to avoid disrupting the mainline? Do we need a separate on-site paint hangar or will that be done off-site? These are some of the questions needing answers when looking for a site.
Tooling for production
The sophistication of the tooling and fixtures used for production depends on our planned production rate. We also need to invest in equipment in a timely manner. Product development, production preparation, and production ramp-up require quite a bit of funding. Buying equipment or building facilities that we’ll only need several years after the first deliveries may not make financial sense.
We can see there are assembly jigs and fixtures needed to hold the fuselage sections in place for the ATR fuselage in Figure 3 before the joints are drilled and riveted/fastened using the arc-type scaffolding spanning the fuselage. The same applies to all other structural parts we attach to the aircraft.

Figure 3. Fuselage section join of an ATR 72. Source: ATR.
We will design the FAL with its different stations together with specialist companies for this kind of production. There are a handful of companies that do assembly toolings for airplane OEMs. We provide these vendors our requirements and leverage their expertise to identify optimal solutions for things like parts flow, jigs, robots, alignment instruments, and IT systems.
For example, there are different systems for the alignment of the large parts and we need help to choose the one that suits our production (laser alignment, local GPS style of alignment, etc). Should the fixtures automatically move the parts to their positions based on sophisticated articulators and advanced software or should we go for a more manual process? All these factors need to be worked through and we need to consider cycle time, production cost, inventory cost, and investment.
The production preparation is the major activity besides detailed design and more and more system testing during this phase.
Today a new design fuselage for a jetliner is designed very closely with the robotics manufacturer so you can get the benefit of precision, speed and a small blue collar staff. You also need to decide if sections will arrive fully stuffed and tested. It increases cost but increases speed at FAL. Normally you have a customer delivery centre and place for airline quality staff that review their aircrafts and all customer furnished equipment arriving. There is a difference in cost to develop and design a HondaJet, Pilatus, Tecnam or Pipistrel vs. doing a C-series airliner or a MRJ, for a full 737 competitor just look at the problems and cost C919 and MC-21 works thru.
Thanks, Claes,
yes, the stuffing of the sections at suppliers or Pre-FAL or at FAL is a major decision. We have seen that from regionals downwards (ATR, DHC, E-Jets, CRJ, Cseries/A220), the systems are installed at the FALs rather than going for pre-FAL stuffing whereas from single-aisle upwards stuffed sections get more and more common.
We plan on installing the systems at the FAL, it’s such a small aircraft and we would get a lot of extra connectors for EWIS, hydraulics, air, etc otherwise.
Airbus is switching the process for the A220. They are building a pre-FAL at Maribel which will stuff sections that will then go to the FALs at Maribel and Mobile.
I guess not only speeds up the FAL in mobile but means some expertise and parts marshalling is not duplicated.
Good article, but there’s one element missing: the extortion phase, where the manufacturer holds a site selection “competition” to shake down various government entities for maximum taxpayer subsidy, and to squeeze the local union schmucks to the maximum degree possible .
Ahh, good one, sad and true.
That is at its far end limited to a certain cultural environment.
Elsewhere people know that you have to continue to “live together” afterwards. i.e. stepping on the white exposed belly is destructive in the long run.
Production systems ( and that includes the humans ) are by design COOPERATIVE!
I am not sure what utopia you live in but it is not what I am seeing in the real world.
Just pick up a local newspaper to learn what is occurring.
https://marketresearchtelecast.com/employees-lay-down-work-warning-strike-at-airbus-and-aerotec/158367/
This would never happen if Enders were still at the helm.
Can anyone tell me why they would ship the ATR Fuselage to Barcelona and not direct to Toulouse?
Barcelona is a (mediterranean) sea port.
Toulouse not.
I’d guess the E-9, A66, A61 route to Toulouse
has much less traffic than any of the routes from Montpelier, Marseilles or Nice.
distributed production:
Moving a high value object every other day is much cheaper than
moving your workforce over a large catchment area to a central production site twice every day. ( difference between simplistic MBA thinking and the niceties of “Volkswirtschaft” )
Barcelona is a (mediteranean) sea port
Toulouse not.
A-9, A66, A61 route to Toulouse avoids denser traffic path up from the French Med coast ( Montpellier, Marseilles, Nice )
Thank you, my geography is really bad in this case. I got A in it in school.
I got Toulouse mixed up with Toulon.
Sheese, what a maroon (at myself)
With an Asian/South America and Europe basis of sales, I don’t see any country that satisfies all the requirements with the US out of the picture.
US, Brazil, EU and Japan are the only slam dunk authorities.
Shipping a fuselage for a 19 Seat Aircraft is a major cost.
South America would be restricted to Brazil and they are not noted sub contractors (Embraer has outsourced parts out of Brazil).
Eastern Europe or Ireland might qualify but that is a long ways away from your top two customers.
>Shipping a fuselage for a 19 Seat Aircraft is a major cost.
Prior to COVID trans oceanic 40′ container shipping cost was only $1500. About ten times that now but presumably will fall again. That was for a raw container. If you wanted to ship a 27′ sailboat you needed to add about $2500 for containerization and jigs.
Its not the shipping, its the handling.
You have to do it direct via a specific vessel that you know is going to get there.
Inventory backlog for fuselage is a killer for any program let alone a low cost 19 seat type.
It needs to depart Port A on time, Arrive at Port B on time (see the Suez Canal) and it has to be delivered to a Port there are not delays that is close to your FAL
So its all special route, ship and handling.
You simply are not going to load it on a PanaMAx container ship and send it off.
Canada has a record of certification, the CSeries airliners recently.
I don’t understand the talk about ATR production – why not do in Spain (CASA, which is Airbus/ military-oriented plant, C-212, C-295, CN-295 perhaps)? Plenty of work in Touloose or whatever with A32x volumes.
Obscure dead project:- Coulson Aviation announced a deal with EADS to convert new C-295s to forest-fire-fighting tankers, but switched to used B737-300s which are now in service by Coulson.
ATRs are used in remote areas, perhaps the CN-235 would be better as could double as freighter with rear loading ramp. Civilian C-130s have been used to take big things into remote areas, FirstAir might still have one that was used in the High Arctic of Canada as well as northern Canada and Alaska during oil exploration push of 1970s – Alaska’s North Slope did go into oil production. Some construction equipment is taken over ice roads which in places like eastern MB are only usable for a month or two each year, equipment has to stay for a year before it can be extracted.
With Ethiopia probably allowing 737MAX to fly there early next year: https://www.seattletimes.com/business/boeing-aerospace/ethiopian-airlines-settles-with-boeing-following-737-max-crash-and-expects-to-fly-the-jet-again-by-january/
But civil unrest is again in Ethiopia, which has been doing well after fighting was stopped a few years ago. (There’s never been a famine in a country with relative peace and freedom of press.)
While India has already cleared it.
SpiceJet doing something: https://www.tribuneindia.com/news/business/spicejet-finalises-leasing-deal-for-boeing-737-max-310686
Certainly much spice in India, plus something may be going on with ownership of Air India.
Erps, wrong thread, confused by Scott’s book banner.