Leeham News and Analysis
There's more to real news than a news release.



Bjorn’s Corner: Aircraft engines, sum up

By Bjorn Fehrm
April 14, 2017, ©. Leeham Co: We’ve been talking engines on Fridays since October 2016. The Corners covered several areas, from technologies to operations.
And we could go on and dig deeper. But we will move on.
Before we go, we sum up what we have learned in the 24 Corners around airliner Turbofans.
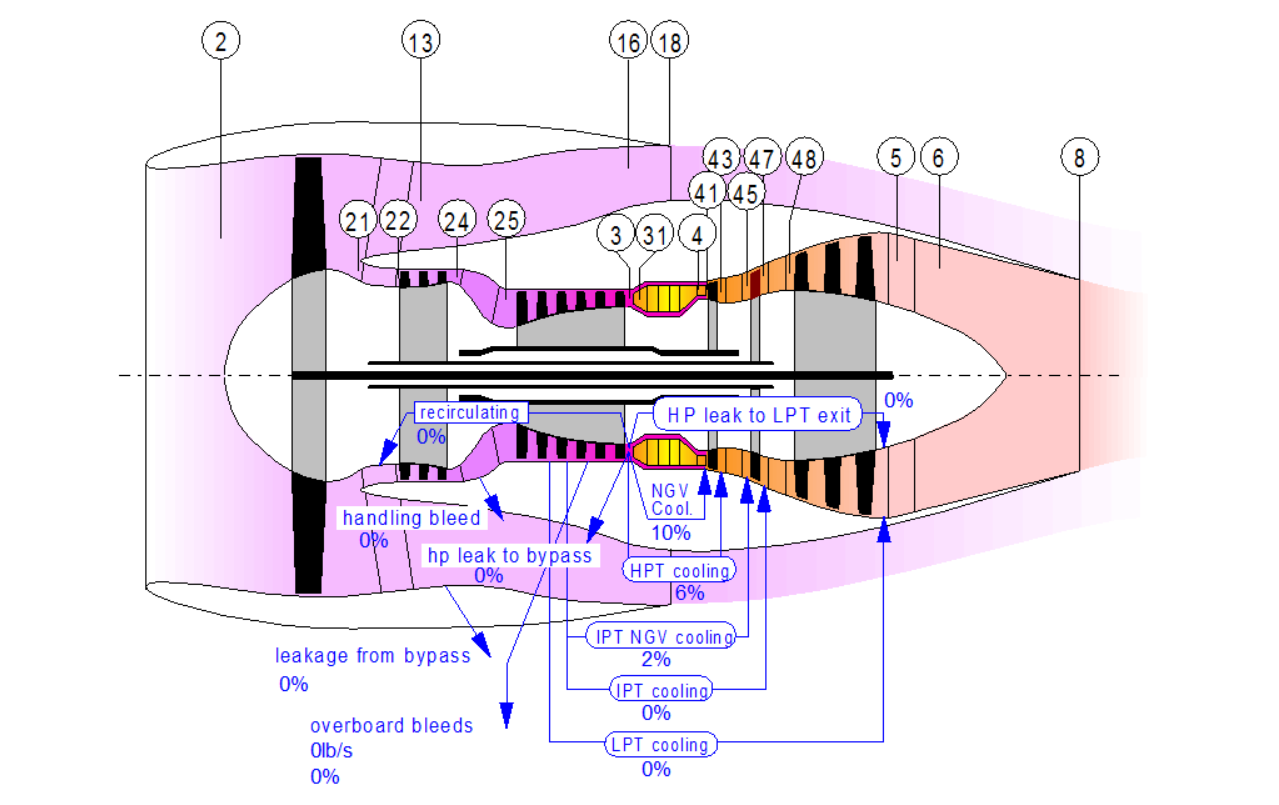
Figure 1. Principal picture of a three-shaft wide-body turbofan. Source: GasTurb.
The challenges
We started with the technology challenges an aircraft Turbofan presents. We asked: Why is it harder to do an engine than an aircraft? That this is true is clear. United Aircraft and COMAC are creating new single aisle and wide-body aircraft with own technology. But all aircraft use Western engines. Point proven.
Why so hard? Because engines present a multitude of technological challenges. They have complicated aerodynamics and require advanced material technology to master the heat and the challenging sealing problems they present.
Even experienced Western manufacturers are fighting to get it right, as witnessed by Pratt & Whitney’s combustor and sealing problems at the introduction of the GTF Turbofan for the Airbus A320neo.
Before we looked at the engine’s different parts we went through the engine cycle. It’s not unlike our normal car engine, but it’s a continuous cycle rather than a discrete one.
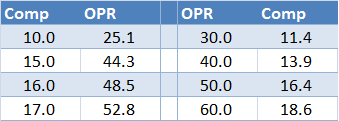
Figure 2. Typical car engine compression values and their corresponding OPR. Source: Leeham Co.
The similarities are larger than one thinks. For example, the car engine’s compression ratios and the turbofans OPR are very similar.
Figure 2 shows the typical car engine compression ratios (volume ratios, with Petrol engines at ~10 and Diesels at ~16). When we convert these to pressure ratios, we are right where the modern turbofans operate.
We also described the basic thrust equation:
Thrust = air mass flow * air over-speed relative to surrounding air
The lower the air over-speed, the higher the efficiency, but also the lower the thrust. So, if we design with low over-speed, we need lots of air mass flow.
This creates problems for the turbofan’s fan section. It grows large, as it shall give a low acceleration to a large air mass. The large size creates weight problems, as the fan is large and surrounding casing must be built strong. It must contain a break-off blade. Advanced techniques like hollow/laminated metal or CFRP (Carbon Fiber Reinforced Polymers) blades are used to master the weight problems.
Compressors are all about pressure ratio gain per stage, while keeping the process stable when the rotating speed varies between full RPM to idle. When the RPM and blade speed decreases, the blades approach stall. Bleed and variable stator vanes come to help.
The combustor is about a stable flame. Therefore, we diffuse the air to M0.2 from the typical M0.5. The flame must be stable even when contamination particles enter the flame. If not, it will eat the combustor liner. The combustor and fuel nozzle are also about low emissions. NOx is the most challenging emission, as it increases with increased OPR.
Turbines are easier to get stable than compressors because the air is flowing to lower pressures (stall is less probable). But it’s very hot. The gas temperature is way hotter than the melting point of even the most exotic high temperature alloy. It’s time for advanced cooling and coatings to do their job, keeping the rotational stresses from stretching the blades.
Finally, the nozzle accelerates the air to the correct speed before leaving the engine (figure 3). If we fly at M0.85 and the air is leaving the engine at M0.5, we have created a brake instead of an engine.
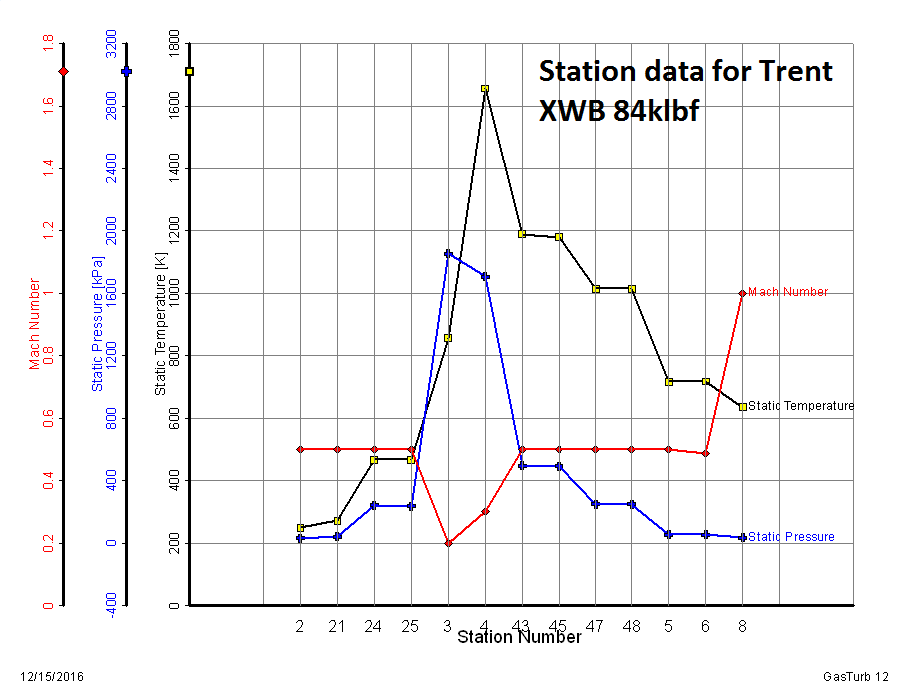
Figure 2. The typical airspeeds, pressures and temperatures through the engine shown in Figure 1 during cruise. Source: GasTurb simulation by Leeham Co.
Engines in operation
Then we covered how engines are used. We gradually created the table in Figure 3. It shows the most stressful moments for the engine as the take-off and the following V2 phase at ISA +15°C ambient conditions.
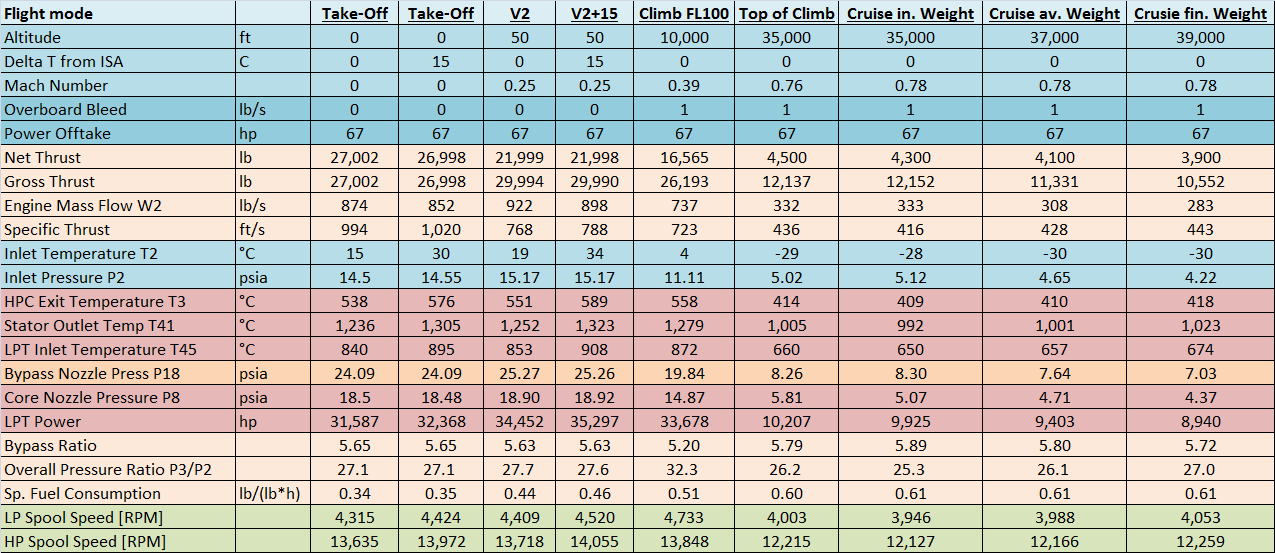
Figure 3. Mission data for CFM56 simulated with GasTurb. Source: Leeham Co.
The critical Stator Outlet Temp T41 (second red row) is at its highest at these mission points (over 1,300°C). To lower the stress, airlines apply de-rate when they don’t need full thrust. This means less thrust is demanded from the engines during take-off and the temperatures go down.
Engine maintenance
The engines are kept fit for purpose despite the stressful life by advanced surveillance techniques. Operational data is continuously fed to the airline’s maintenance department and often directly to the engine OEM. By continuous trend watch of critical parameters and visual inspections with Boroscopes, the engines can be maintained “On condition.”
This means they are only taken off wing for overhaul visits, when some parameter like EGT (Exhaust Gas Temperature) runs too high during take-off or some other parameter says “Stop, time for a shop visit.”
Shop visits run from hundred thousands of dollars into the millions, depending on what needs restoration. For large engines, the cost for shop visits pass $10m. To keep these costs under control, the overhaul market develops OEM independent shops when enough engines are out of OEM warranty and initial power-by-the-hour agreements.
Next Corners
We now know how the engines are kept fit for purpose. It can be time to understand how the rest of the aircraft is kept top-notch as the next step.
Bjorn, this series has been an outstanding contribution. Congratulations.
Would it be possible to turn the series into a compendium and make it accessible as such – even for a fee ?
Thanks Peter, we’ll look into it.
Bjorn
Would like to know how an airplane engine works, compared to a four stroke automobile engine.
The basic operation of a jet engine can be described in a short sentence. The actual inner workings and function of a modern turbo-fan engine are fantastically complex.
The short version is this: air intake through the fan, air compression in the low pressure and high pressure compressors (equivalent to the compression stroke in the 4-stroke engine), combustion, (the ignition portion of the 4-stroke). The gas leaving the combustion section is called “working gas” and energy is extracted from it first in the high pressure turbine section to power the low and high pressure compressors, and then at the intermediate pressure turnbine to turn the fan. Any energy left over in the working gas is channeled through an exhaust nozzle that forms the appropriate constriction to accelerate the gas flow to the local transonic speed.
As stated, the details of the air-path behavior through a jet engine are fantastically complicated and interesting, and far beyond a short answer here.
The basic operation of a jet engine can be described in a short paragraph. The actual inner workings and function of a modern turbo-fan engine are fantastically complex.
The short version is this: air enters the engine through the intake, and air that is not “bypassed” around the core enters the core where further compression occurs in the low pressure and high pressure compressors (equivalent to the compression stroke in the 4-stroke engine). Air leaving the compressor section enters the combustion chamber, (the ignition portion of the 4-stroke) where fuel is introduced and burned. This high temperature high pressure gas leaving the combustion section is called “working gas” and energy is extracted from it first in the high pressure turbine section to power the low and high pressure compressors, and then at the intermediate pressure turbine to turn the fan. Any energy left over in the working gas flows through an exhaust nozzle that forms the appropriate constriction to accelerate the gas flow to the local transonic speed. (Note: the above description is for a 2-spool design. 3-spool designs are used as well)
As stated, the details of the air-path behavior through a jet engine are fantastically complicated and interesting, and far beyond a short answer here.
I disagree. The turbofan is a simple engine; compared to the complex piston engine!… many less parts…lower maintenance… and has a much longer useful life. What piston engine do you know that has thousands of hours between scheduled and/or needed maintenance like the turbine/turbofan engine?
Joel – I take your point. But the reason that your answer is *basically* true is because of the enormous amount of material science and engineering that is invested into a jet engine design.
I would happily agree with you when a jet engine is developed that I could afford as easily as my next automobile.
Thanks for your response Tim. I would like to meet you face-to-face sometime..and have lunch or dinner with you here in Seattle, WA to ‘chat’ about aviation ‘stuff’, or ‘what ever’. I flew for about 60 years… Air Force, Mass ANG, and in the civilian sector…lots of fun and some exciting times. When can we do that?
Hi Joel, I’d love to talk aviation stuff sometime over lunch or dinner. The rub is that I am on the opposite coast!
I understood Force= Mass times Acceleration. So, I think your description/equation is not very clear. However Bjorn, I think your series has been GREAT. I am an Aeronautical Engineer with a Commercial Pilots rating having flown for about 60 years, worked at Pratt& Whitney for ~40 years; and I mentor youngsters and the elderly using much of the information you have provided. Thank you, THANK YOU for what you have done; and are doing!
Hi Joel,
when in doubt do the dimension check. Mass flow is lb/s or kg/s. Over-speed is ft/s or m/s. Mass flow*air over-speed =lb/s*ft/s or kg/s*m/s = lb*ft/s2 or kg*m/s2 ie mass times acceleration. Fits.
First class work, Bjorn and Leeham team – thank you.
Fully agreed, well done and have read each with deep interest if not as deep understanding the complete techy end.
One comment though: Its not hard to make a jet engine, Germany did it in the late 30s, Britain did it.
What is hard is to make a reliable and economical jet engine!
Ergo Chinas issues with it. While they can build one, it can’t begin to compete with military or civilian requirements.
Russia had it better as they started off with German research and have been at it almost as long as the Western nations.
An outstanding, original contribution from the brilliant desk of Bjorn and the Leeham team! A couple of weeks ago, a new start up called Zunum Aero emerges from her 3 years’ stealth mode with the backing of the duopoly of Boeing Horizon and Jet Blue technology ventures. It’s synonymous to Tesla Air in the sky ushering in a disruptive technology.
Please contribute your views.
I read a little on it. Very short range hops. I would hope theyre looking to cultivate it for the Sugar Volt but I might be getting my hopes up.